


風力タービン 3MW-10MW プラネット キャリア鍛造品





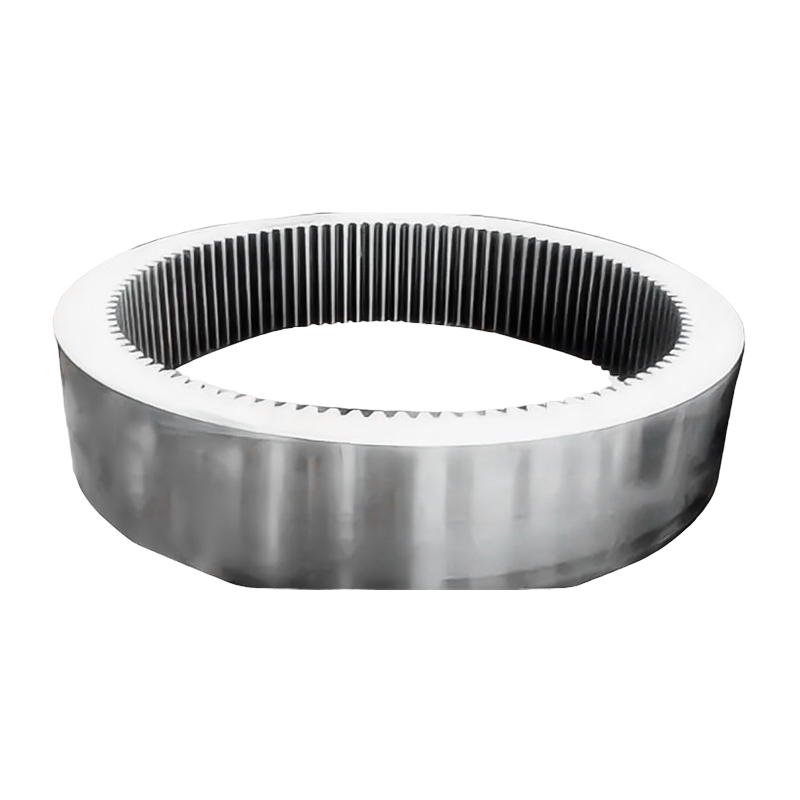
風力タービンの動力伝達用ギアボックスに適用されます。製造には高品質の合金鋼が選択され、鍛造および熱処理プロセスによって性能が向上します。設置指導や故障診断サービスも提供します。その利点は、強い疲労耐性にあり、これによりギアボックスの安定した動作が保証され、風力エネルギーの変換効率が向上します。
ACE Group は、重工業生産を専門とする総合的な企業グループであり、 中国 風力タービンギアボックス鍛造品 メーカー および 風力タービンギアボックス鍛造品 工場として活動しています。その事業は、鍛造、熱処理、精密機械加工、溶接構造、駆動・遊動式大型チェーンの塗装生産をカバーしています。この統合された構造は、機械製造業界の主要な生産プロセスを網羅し、技術力と大規模生産能力を組み合わせています。
主要関連会社の詳細:
Jiangsu ACE Energy Technology Co., Ltd.: グループの主要生産拠点で、2025年11月に正式に操業を開始しました。55エーカーの敷地に、総建築面積50,018平方メートル以上を有しています。工場には、3トン、5トン、15トンの電動油圧ハンマー、1メートルおよび1.5メートルの垂直リング圧延機、高効率ガス加熱炉、熱処理用抵抗炉、焼入れ槽、高周波焼入れ装置、加工センターなどの生産設備が装備されています。
Yancheng ACE Machinery Co., Ltd.: 2019年に設立され、20エーカーの敷地に建築面積13,333平方メートルを有しています。溶接・矯正鋼構造物の統合生産ラインと精密機械加工工場を備えています。
Yancheng ACE Surface Treatment Technology Co., Ltd.: 駆動・遊動式大型チェーンの大規模な粉体塗装ラインを運営しています。専門的な表面処理技術に焦点を当て、単層塗装で厚さ400μmを達成し、信頼性の高い防食・耐候性保護と外観最適化ソリューションを提供し、グループの製品サービスの全ライフサイクルを向上させています。
ACE Group は、材料科学、熱処理、機械加工、表面処理の分野での経験を持つ若手主要スタッフからなる管理チームに支えられています。彼らは国際および国内規格に精通し、革新者であり、イノベーションを追求しています。関連会社のACE Machineryは、TÜV RheinlandからISO 9001品質管理システム認証、およびISO 14001、45001、50001システム認証を取得しています。専門的、精緻、独自、革新的な企業、国家ハイテク企業として認められ、企業信用格付け3Aを有しています。
統合されたMESおよびERP管理システム、情報化と産業化の統合、データクラウドストレージに基づき、現代的な省エネ企業の構築を目指し、グループは包括的な管理システムを維持しています。計測機器、非破壊検査装置、資格のある人員を有し、材料の内部品質から外観・寸法まで厳格な管理を実施しています。出荷される全製品は100%検査を受け、100%品質出荷と顧客クレームゼロを目指すビジネス哲学に従っています。CNAS基準の実験室を設立し、生産品質管理と技術研究開発において科学的な試験サポートを提供し、製品品質と技術革新を向上させます。
将来、ACE Groupは、関連会社の技術的優位性と産業的相乗効果を活用し続けます。標準化された生産、専門技術、統合サービス、厳格な品質管理システムを通じて、グループはグローバルな顧客に効率的で信頼性の高い工業生産ソリューションを提供し、業界の主要な総合生産サービスプロバイダーとなることを目指して確実に前進します。







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
もっと見る船舶用推進シャフトの場合、 鍛造シャフト 要求の厳しいほぼすべての用途において優れた選択肢です 。鍛造により、連続した整列した粒子構造が生成され、通常の引張強度が得られます。 20~40%高い 同じ合金の同等の鋳造シャフトよりも優れた耐疲労性、衝撃靱性、および船舶用シャフトの使用を定義する周期的なねじりおよび曲げ荷重下での亀裂伝播に対する耐性が大幅に優れています。鋳造シャフトには利点がないわけではありません。低負荷の補助用途では経済的に実行可能であり、複雑な内部形状が可能です。しかし、主推進システム、中間シャフト、船尾チューブ、およ...
もっと見る設計上の耐用年数は、 風力タービンギアボックス鍛造品 です 通常20年 これは、最新の風力タービンの標準的な動作寿命と一致しています。最適な材料選択、製造品質、潤滑管理、およびメンテナンス実践の下では、リングギア、遊星キャリア、シャフト、フランジを含む高性能鍛造コンポーネントは、この目標を達成または超えることができます。ただし、実際の耐用年数は負荷サイクル、環境条件、メンテナンス規律によって大きく異なり、一部の設備では鍛造品が存続していることが記録されています。 25年以上 交換なしで。 20 年が業界の設計標準である理由...
もっと見る風力タービンのギアボックスは、再生可能エネルギー分野で最もストレスのかかる環境の 1 つです。鍛造部品は、優れた耐疲労性、衝撃靱性、最新の 1MW ~ 15MW タービンに見られる極度のトルクや周期的負荷に耐えることができる均一な結晶粒構造を備えているため、鋳造部品よりも好まれています。
風力タービンのギアボックス内のほとんどの回転部品と頑丈な耐荷重要素は鍛造品です。
ギアブランク: 遊星ギア、サンギア、リングギアに使用される大型ディスク。これらには、高い表面硬度と中心部の靭性が必要です。
メインシャフトと入力/出力シャフト: これらはローターからの巨大なトルクをギアボックスの高速ステージに伝達します。
シームレス転造リング:外輪ギアとベアリングレースに使用されます。
カップリングとフランジ: ドライブトレイン コンポーネントをリンクする頑丈なコネクタ。
オフショアや遠隔環境で 20 年間耐えるためには、材料は高純度の合金鋼でなければなりません。
| 材質グレード | 主要なプロパティ | 代表的な用途 |
| 18CrNiMo7-6 | 焼入性が高く、疲労強度に優れています。 | 高速ギアと遊星ギア。 |
| 42CrMo4 / 4140 | 高い靭性と適度な耐摩耗性。 | メインシャフトとギアボックスインプットシャフト。 |
| 34CrNiMo6 | 卓越した焼き入れ深さと衝撃強度。 | 大径シャフトと高耐久リング。 |
| 43B17 | 高い芯強度と耐摩耗性。 | ギアブランクと高トルクカップリング。 |
風力タービン ギアボックスの鍛造品の製造は、厳密な順序に従います。
インゴット精錬: EF (電気アーク炉) LF (精錬) VD (真空脱ガス) を使用して、硫黄とリンの少ない超清浄な鋼を確保します。
鍛造の実行:
大型シャフトの自由型鍛造。
閉塞型鍛造による高精度ギヤ・カップリング。
高強度円形部品のリングローリング。
熱処理: 結晶粒構造を微細化するための正規化、焼入れ、焼き戻しなどの重要なステップ。延性のあるコアを維持しながら表面を硬くするために、ギアには浸炭 (肌硬化) が行われることがよくあります。
精密機械加工: $\pm 0.001$ インチの厳しい公差を満たす CNC 荒旋削と仕上げ研削。
風力ギアボックスはタービンの寿命の「弱点」であることで悪名高いため、テストは厳格に行われます。
超音波試験 (UT): 厚い鍛造品の中心にある内部空隙や非金属介在物を検出するために必須です。
磁粉検査 (MT): 機械加工後に表面の微小亀裂を見つけるために使用されます。
グレイン フロー検証: 金属の「フロー ライン」が部品の形状に従っていることを確認し、強度を最大化します。
コンプライアンス: ISO 61400-4 (風力タービンのギアボックスの設計要件) や AGMA 6006 などの規格を満たす必要があります。
Q: なぜこれらの歯車に鋳造を使用しないのですか?
A: 鋳造品には小さな孔や「収縮」欠陥が含まれることがよくあります。風力タービンでは、単一の欠陥が応力上昇要因として機能し、強風時にギアの歯が折れる可能性があります。鍛造品には本質的に「ボイドがありません」。
Q: これらの鍛造部品に対する最大の脅威は何ですか?
A: マイクロピッチングおよびホワイト エッチング クラック (WEC)。これらは、変動する荷重と潤滑剤との化学的相互作用の組み合わせによって引き起こされる表面レベルの疲労問題です。
Q: カスタム ギアボックス シャフトの製造にはどのくらい時間がかかりますか?
A: 材料の純度要件と熱処理サイクルにより、リードタイムは従来 20 ~ 52 週間の範囲ですが、専門の「ファストトラック」メーカーはこれを約 10 週間に短縮できます。









